 図 浸透探傷試験の原理
図 浸透探傷試験の原理
試験体表面に浸透液を塗布すると、開口したきずに浸透していきます。
一定時間経過後に余剰な浸透液を除去し、その後現像液を塗布して、きずから浸透液を毛細管現象により吸い出させます。
この模様は実際のきずよりも拡大されていますので、目視観察でも精度高く検出できます。
メニュー
浸透探傷試験(PT)は表面きずを検出する試験です。PTは金属や非金属の表面開口きずの探傷に適用します。
図 浸透探傷試験の原理
試験体表面に浸透液を塗布すると、開口したきずに浸透していきます。
一定時間経過後に余剰な浸透液を除去し、その後現像液を塗布して、きずから浸透液を毛細管現象により吸い出させます。
この模様は実際のきずよりも拡大されていますので、目視観察でも精度高く検出できます。
| 浸透液の観察方法 | 染色法、蛍光法 |
|---|---|
| 浸透液の除去法 | 溶剤除去性、水洗性、後乳化性 |
| 現像法 | 速乾式法、湿式法、乾式法、無現像法 |

製品のきず、溶接部のきず、機械部品の疲労割れなどを検査します。
磁性・非磁性どちらの材料にも、目に見えないような割れなどの表面傷に蛍光または赤色の浸透材を浸透させて、あとで現像肉眼観察します。
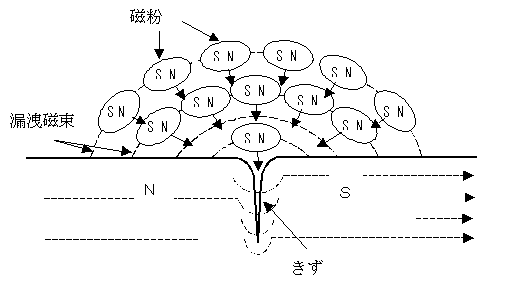
磁粉探傷試験(MT)は表面きずを検出する試験です。MTは磁性体(鋼材)の表面あるいは表層近くに存在するきずの探傷に適用します。
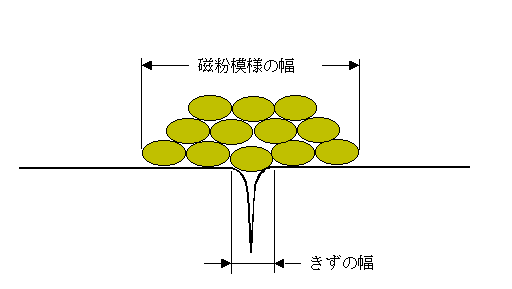
試験体(強磁性体)を磁化すると、試験体中に磁束が流れます。表面または表面近傍に割れなどのきずが存在すると磁束が乱れ、ついには漏洩します。これに磁粉を散布すると、きず部に磁粉が吸着され指示模様が形成されます。この模様は実際のきずよりも拡大されていますので、目視観察でも精度高く検出できます。
| 磁化方法 | 極間法、コイル法、プロッド法、軸通電法等 |
|---|---|
| 磁化、試験時期 | 連続法、残留法 |
| 磁粉の種類 | 蛍光磁粉、非蛍光磁粉(黒色、白色) |

磁性金属材料の表面を磁化させ、磁粉を適用する事で目に見えないような小さな割れ、傷等も磁場の乱れにより磁粉が集積することで、目視観察できます。
鋼材、コンクリート、木材、半導体部品等の内部に存在するきずや異物を検査する場合は、放射線透過試験を行います。
放射線透過試験の原理を図1に示します。
放射線を試験体に透過させると、きずのある部分と健全部とでは放射線の透過度が異なりますので、透過した放射線をフィルムに感光させると欠陥像が得られます。
一般的な撮影配置を図2に示します。
試験材に透過度計と階調計をのせ同時に撮影し、透過度計識別度(%)、写真濃度、階調計の濃度差により、適切な撮影条件であることを確認します。撮影したフィルムを観察して、きずの種類を判別し、大きさ・密集度から等級分類を行います。
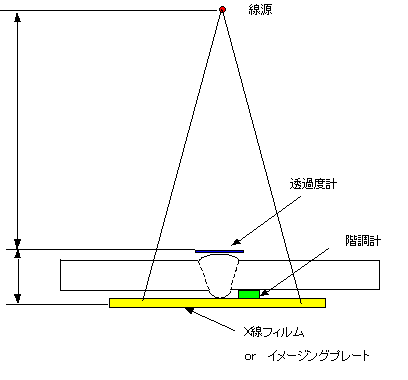 図1 放射線透過試験の原理
図1 放射線透過試験の原理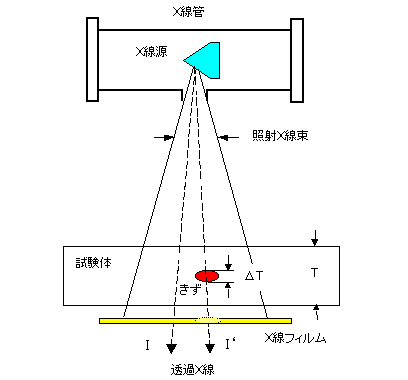 図2 X線撮影配置
図2 X線撮影配置| (1)使用放射線 | X線(波長0.01~0.1nm程度)、γ線、中性子線 |
|---|---|
| (2)試験体 | ○材質(例)金属、プラスチック、コンクリート、セラミック、木材 、半導体部品等 ○検出できるきず(例)材料内部の気泡・割れ・異物 |

溶接部のきず検出、機械部品の内部構造、寸法測定、配管の異物有無・充填状況、鉄筋コンクリート内の鉄筋配置、半導体部品の欠陥、はんだ接合不良調査、木造家屋の内部構造X線やガンマ線の物体への透過現象を利用して金属材料・溶接部の欠陥の探傷配管、バルブ等の異物詰まり状況の確認配管、バルブ等内部の腐食等による減肉調査コンクリート壁内部の鉄筋、水道・電気配管の有無確認文化財(仏像、絵画他)の作りなどの研究、解明等々幅広い分野で物質の内部探査に利用されています。
①写真になるので証拠として残せる。
②きずの有無・形状・大きさなどが、比較的誰が見ても分かりやすい。
③探傷面の粗さなどに左右されない。
①放射線を使用するため危険性が高い。
②一ヶ月前に労働局に届出が必要。
③安全区域など人払いが必要。
④作業人数がある程度必要。
⑤現像が必要なためその場で欠陥の有無が分からない。
⑥電源が必要となり、また携帯性が悪い。
超音波とは人間の耳に聞こえない高い音(周波数20KHz以上)を言います。
超音波探傷試験(UT)では1MHz以上の高い周波数の音波を使用して、材料内部のきずを検出します。材料の厚さ測定にも使用されます。超音波は波長が短い(鋼中5MHzの縦波で約1.2mm)ために指向性が高く、かなり遠方までビームが伝播します。
試験体の表面(探傷面)に探触子をあて、内部に超音波を伝播させます。
そして、きずから反射されて戻ってきた超音波(エコー)を受信します。きずの位置は送信された超音波が受信されるまでの時間から、きずの大きさはエコー高さから推定します。
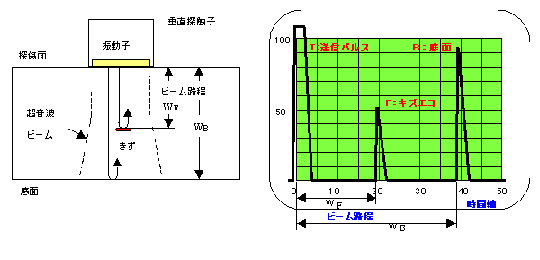
超音波(縦波)を表面に垂直に入射させる方法です。圧延材や鍛造材など、試験体の表面が平滑な場合に適用します。超音波ビームがきずにあたった時、きずのエコーが得られます。
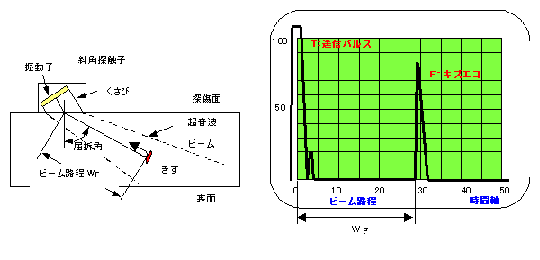
探傷面に対して斜めに超音波(横波)を入射させる方法です。主に管材や溶接部のように垂直探傷が適用できない時に使用します。超音波ビームがきずにあたった時、きずのエコーが得られます。
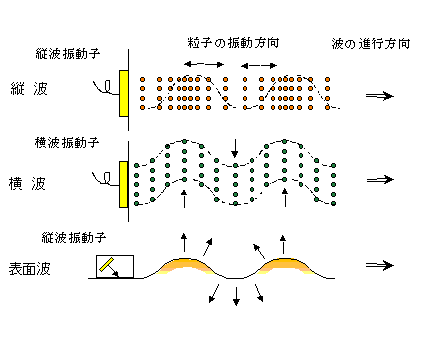
超音波の波動の種類としては、粒子が超音波の進行方向に対して平行方向に振動する縦波と、粒子が超音波の進行方向に対して垂直方向に振動する横波とがあります。
超音波探傷試験ではこの縦波または横波が使用されています。
この他に表面を伝播する表面波があります。

鋼、ステンレス、チタン、アルミ、鋳物、 コンクリート、プラスチック、CFRP、半導体等構造物の溶接部、素材、板厚測定、ボルトなどの長さ測定ほか。
①携帯性が良く、人員も最小限でできる。
②特に電源等も必要ない。
③その場できずの有無などが分かる。
④狭い箇所などにも比較的対応できる。
①見た目できずが分からないので、ある程度知識がないと波形からきずを理解ができない。
②探傷面の粗さや内部の状態によりきずの見分けが難しい場合がある。
内部の探傷試験においては、“危険性”“作業性”などの面やそこから波及する“経済性”を考慮すれば、UTが最もコストパフォーマンスが高いと考えられます。“きず検出性”についても、具体的な数値で言えば、例えば鋼中5MHzでの探傷では、0.12㎜の微細なきずまで発見することが可能であり、十分なきず検出性を有していると言えます。但し、欠陥において重要な表面開口きずについては、この探傷に最も有効な探傷方法であるPTを併用させていただきますと更に間違いがないプランであるとご提案させていただきます。
お問い合わせ・ご相談はお電話かメールフォームより受け付けております。まずはお気軽にご連絡ください。
Copyright© 東洋検査工業株式会社All Rights Reserved. login